


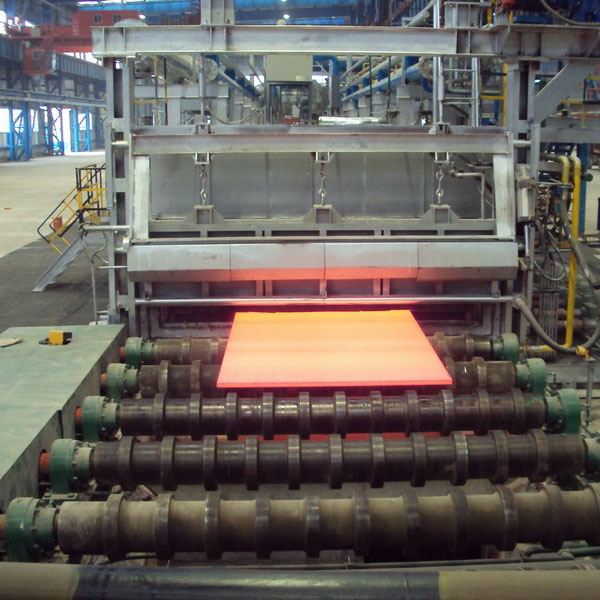
Лазерлы эретеп ябыштырылган казан тәлинкәсе



Транспорт: Диңгез транспортына булышу
Стандартлар: AiSi, ASTM, JIS
Сыйфат: Ar360 400 450 NM400 450 500
Чыгыш урыны: Шаньдун, Китай
Модель: Ar360 400 450 NM400 450 500
Төре: корыч тәлинкә, корыч тәлинкә
Процесс: Кайнар
Faceир өстен эшкәртү: каплау
Кушымта: казан тәлинкәсе
Киңлеге: 2000 мм яки кирәк булганча
Озынлыгы: 5800 мм 6000 мм 8000 мм
Толерантлык: ± 5%
Эшкәртү хезмәтләре: бөкләү, эретеп ябыштыру, каплау, кисү, сугу
Продукциянең исеме: Киемгә чыдам корыч тәлинкә
Материал: NM450 500 550 640 NM4400 450 500
Калынлыгы: 3 мм-100 мм яки кирәк булганда
Пакетлау: Стандарт һава сыйдырышлы упаковка
Куллану: Индустриаль
Форма: турыпочмаклык
Тапшыру мөмкинлеге: аена 2000 тонна / тонна
Пакетлау детальләре: клиент таләпләренә туры китереп, алдынгы һава сыйдырышлы төрү.
Порт: daиндао, Тяньцзинь, Шанхай


Jinзинан тимер һәм корыч группа корпорациясендә 20г үсеше (кыскартылган Джиганг) ун елдан артык элек башкарылган, ләкин ул вакытта процесс җиһазлары һәм җиһазлары дәрәҗәсе белән чикләнгән, корыч тәлинкә эше тотрыксыз иде, һәм бар иде. еш туры килмәгән салкын бөкләнү һәм картлык үзенчәлекләре. Салкын бөкләнү һәм картлык үзлекләрен яхшырту һәм түбән температураның йогынтысын тәэмин итү өчен түбәндәге чаралар күрелә:
(1) Эчке контроль компонентларын көйләгез һәм марганецның түбән чикләрен 0,65% ка арттырыгыз.
(2) "Троица" ны чыбык белән тукландыру, температураны көйләү һәм аргон сугу белән эшкәртү эше кабул ителде.
3) Агып торган температураны катгый контрольдә тоту.
(4) Ti микроэлементлы элементның эчтәлеге 0,003% тан 0,008% ка кадәр артты. (5) n үзләштерүне киметү өчен бөтен процесс саклагыч кую процессы кабул ителә
Производство процессы маршруты:20г (Ti) казан тәлинкәсе - комплекслы механик үзлекләргә, чагыштырмача саф корычка, һәм эретү компонентлары һәм төрле характеристикаларның эффектларына сизгеррәк булган эретү компонентлары составы. Шуңа күрә, 20г (Ti) җитештерү процессының ачкычы - эретү составын оптимальләштерү, корычка кертү күләмен киметү, тиешле микроэлемент элементларын сайлау, контроль әйләнешне куллану, тәлинкә сыйфатын яхшырту, куллануны тотрыклыландыру. картлык йогынтысы. Техник маршрут 20г: югары сыйфатлы эретелгән тимер → чистарту → композицияне оптимизацияләү һәм корычны чистарту → эретелгән корычны микроаллойлау һәм эшкәртү → саклагыч кастинг → югары сыйфатлы плитә → контроль җылыту → температура белән идарә итү → тәлинкә формасы һәм калынлык белән идарә итү → Контроль суыту → продукт.
Лазерлы эретеп ябыштырылган буш һәм өзлексез үзгәрүчән кисемтә технологиясе
1. Тегүче эретеп ябыштырылган блоклар (тегүче эретеп ябыштырылган блоклар, TWB) лазерны эретеп ябыштыру җылылык чыганагы итеп кулланалар, берничә төрле материалны, төрле калынлыкны, корыч, дат басмаган корыч, алюминий эритмәсе һ.б.
2. материаллар һәм өлешләр санын киметү. Процессны гадиләштерә торган өлешләр саны. Лазерлы эретеп ябыштыру технологиясе җиңел автомобильнең төп техник чарасына әверелде, һәм ул күп җитештерүчеләр модельләренә кулланылды. Нигездә алгы һәм арткы ишекнең эчке панельләрендә, алгы һәм арткы озынлыктагы яктырткычлар, ян панельләр, идән панельләре, ишек эчендәге А, В, С баганалары, тәгәрмәч капкалары һәм магистраль эчке панельләр һ.б.
3. Тиешле роллинг блоклары (TRB), шулай ук дифференциаль калынлык тәлинкәләре дип атала, корыч тәлинкә әйләнеше вакытында компьютер аша ролл аермасы зурлыгының реаль вакытта үзгәрүен күрсәтә, шулай итеп әйләндерелгән нечкә тәлинкә алдан билгеләнгән. әйләнү юнәлеше. Customзгәрешле кисемтәләр формасы.
4. Даими үзгәрүчән кисемтәләр панель технологиясе двигатель каплавы, В баганасы, тән шассиы, мотор спасеры күрсәткече, урта багана эчке панель, сакчы һәм ватылу тартмасы һ.б. кебек тән структурасы өлешләрен җитештерүдә киң кулланылды. һәм Ауди, BMW, Volkswagen, GM һәм башка модельләрдә уңышлы кулланылды.
5. Лазерлы эретеп ябыштыру һәм өзлексез үзгәрүчән кисемтә технологиясе мөһерләү материалының калынлыгын төрле технологик чаралар ярдәмендә үзгәртә, һәм йөк астындагы автокомпонентларның төрле өлешләренә төрле йөк күтәрү сыйфаты таләпләрен чишү өчен кулланыла. Икесе белән чагыштырганда, лазер белән эретеп ябыштыру технологиясенең өстенлеге аның сыгылмасында тора, ул теләсә нинди позициянең бүленүен һәм төрле материалларның бүленүен аңлый ала. Даими үзгәрүчән кисемтә технологиясенең өстенлеге шунда ки, эретеп ябыштыручы юк, озынлык юнәлеше буенча каты үзгәрү чагыштырмача йомшак, формальлеге яхшырак, өслек сыйфаты яхшы, җитештерү эффективлыгы югары, бәясе дә түбән. Багаж, медицина җиһазлары, мотоцикл кабыгы; автомобиль, автобус эчке түбәсе, такта; урындык ярдәме, ишек тактасы, тәрәзә каркасы һ.б.
| A516 Gr.60 | A516 Gr.65 | A516 Gr.70 | |
| Керү көче (Кси) | 60-80 | 65-85 | 70-90 |
| Керү көче (Mpa) | 415-550 | 450-585 | 485-620 |
| Ieldитештерү көче (Кси) | 32 | 35 | 38 |
| Ieldитештерү көче (Mpa) | 220 | 240 | 260 |
| 200 мм озынлык (%) | 21 | 19 | 17 |
| 50 мм озынлык (%) | 25 | 23 | 21 |
| Максималь калынлык (Мм) | 205 | 205 | 205 |



