


Карбон корыч казан



күперләр өчен корыч тәлинкә
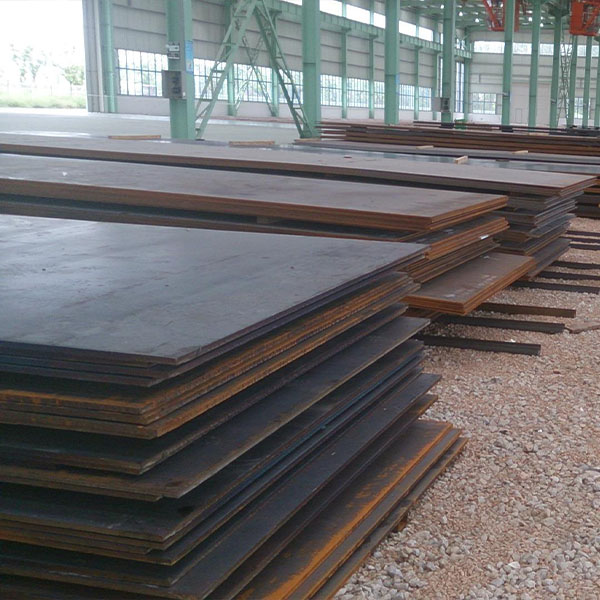
Күпер плитәсе - күпернең структур өлешләрен җитештерүгә багышланган калын корыч тәлинкә. Ул махсус корыч класслы күпер төзелеше өчен углерод корычтан һәм аз эретелгән корычтан эшләнгән. Корыч номерның ахыры q (күпер) сүзе белән билгеләнгән.Күпер төзелеше өчен углерод корыч күпер структуралары өчен A3q һәм күпер структураларын эретеп ябыштыру өчен 16q; Күпер корылмалары өчен аз эретелгән корыч 12Mnq, 12MnVq, 15MnVNq, 16Mnq һ.б.ны үз эченә ала. Күпер корыч тәлинкәсенең калынлыгы 4,5-50 мм.
Заявка өлкәләре:
Bridgeл күперләре һәм тимер юл күперләре криветка һәм болт белән эретелгән корылмалар ясау өчен кулланыла, шул исәптән диңгез аркылы күперләр һ.б.


| Күпер өчен корыч тәлинкә | Сыйфат | Башкарма стандарт | Искәрмә |
| 16q, 16Mnq, 16MnCuq15MnVq, 15MnVNq14MnNbp, Q345q, Q420qA709M (Gr36, 50, 50W, 70W) | YB168һәмYB (T) 10ГБ / Т714АСТМ | 1. Z15-Z35 төрле лампаларга каршы (калынлык юнәлеше күрсәткечләре) корыч плиталар җитештерә ала. 2. Производство спецификасы: калынлыгы 8 мм-400 мм, киңлеге 1500 мм-3900 мм, озынлыгы 3000 мм-18000 мм. Ике як та зуррак спецификацияле корыч тәлинкәләр белән тәэмин итү турында килештеләр. 3. |
Лазерлы эретеп ябыштырылган буш һәм өзлексез үзгәрүчән кисемтә технологиясе
1. Тегүче эретеп ябыштырылган блоклар (тегүче эретеп ябыштырылган блоклар, TWB) лазерны эретеп ябыштыру җылылык чыганагы итеп кулланалар, берничә төрле материалны, төрле калынлыкны, корыч, дат басмаган корыч, алюминий эритмәсе һ.б.
2. материаллар һәм өлешләр санын киметү. Процессны гадиләштерә торган өлешләр саны. Лазерлы эретеп ябыштыру технологиясе җиңел автомобильнең төп техник чарасына әверелде, һәм ул күп җитештерүчеләр модельләренә кулланылды. Нигездә алгы һәм арткы ишекнең эчке панельләрендә, алгы һәм арткы озынлыктагы яктырткычлар, ян панельләр, идән панельләре, ишек эчендәге А, В, С баганалары, тәгәрмәч капкалары һәм магистраль эчке панельләр һ.б.
3. Тиешле роллинг блоклары (TRB), шулай ук дифференциаль калынлык тәлинкәләре дип атала, корыч тәлинкә әйләнеше вакытында компьютер аша ролл аермасы зурлыгының реаль вакытта үзгәрүен күрсәтә, шулай итеп әйләндерелгән нечкә тәлинкә алдан билгеләнгән. әйләнү юнәлеше. Customзгәрешле кисемтәләр формасы.
4. Даими үзгәрүчән кисемтәләр панель технологиясе двигатель каплавы, В баганасы, тән шассиы, мотор спасеры күрсәткече, урта багана эчке панель, сакчы һәм ватылу тартмасы һ.б. кебек тән структурасы өлешләрен җитештерүдә киң кулланылды. һәм Ауди, BMW, Volkswagen, GM һәм башка модельләрдә уңышлы кулланылды.
5. Лазерлы эретеп ябыштыру һәм өзлексез үзгәрүчән кисемтә технологиясе мөһерләү материалының калынлыгын төрле технологик чаралар ярдәмендә үзгәртә, һәм йөк астындагы автокомпонентларның төрле өлешләренә төрле йөк күтәрү сыйфаты таләпләрен чишү өчен кулланыла. Икесе белән чагыштырганда, лазер белән эретеп ябыштыру технологиясенең өстенлеге аның сыгылмасында тора, ул теләсә нинди позициянең бүленүен һәм төрле материалларның бүленүен аңлый ала. Даими үзгәрүчән кисемтә технологиясенең өстенлеге шунда ки, эретеп ябыштыручы юк, озынлык юнәлеше буенча каты үзгәрү чагыштырмача йомшак, формальлеге яхшырак, өслек сыйфаты яхшы, җитештерү эффективлыгы югары, бәясе дә түбән. Багаж, медицина җиһазлары, мотоцикл кабыгы; автомобиль, автобус эчке түбәсе, такта; урындык ярдәме, ишек тактасы, тәрәзә каркасы һ.б.




